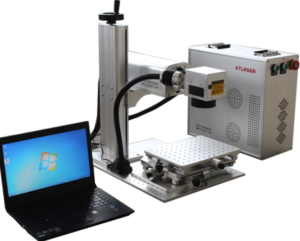
A CO, The smaller wavelength of a fiber laser means it is not within the absorption range of non-metallic materials (i.e. For 1 mm, a fiber laser can cut at speeds up to 6 times higher than that of a CO. laser. Due to the different wavelengths they can generate, they are widely used in industrial environments to perform cutting, marking, welding, cleaning, texturing, drilling and a lot more. Flexibility: CO2 Lasers offer the flexibility across a range of laser applications including non-metals. laser engraving machine The following images compare the cut edge of samples cut on a 6 kW CO2 laser, a 6 kW fiber laser and a 170 A plasma machine. When comparing cutting speeds, it is important to remember that the cutting speeds quoted are often those when cutting in a straight line, therefore for intricate profiles, the cutting speed will be lower.
CO2 lasers have an efficiency of approximately 10%, therefore to power a 6kW laser, a 60kW power supply is needed whereas, a fiber laser cutter is approximately 45% (can be up to 50%) efficient so only a 13kW supply is needed. Overall Flexibility: As we previously mentioned, CO2 Laser have more flexibility to cut through a wider range of materials, especially non metals. Fiber lasers also have a growing demand for industrial cleaning applications such as removing rust, paint, oxides, and other contaminants.  Cutting Speed: Which technology cuts faster? One big plus is fiber lasers are maintenance-free machines, and they have a long service life (our lasers have a minimum of 100,000 operating hours).
Cutting Speed: Which technology cuts faster? One big plus is fiber lasers are maintenance-free machines, and they have a long service life (our lasers have a minimum of 100,000 operating hours).  However, the speed advantage is tiny in comparison to thinner sheets. While a fiber laser can cut through the plastic coating and metal in one pass, the absorption into the plastic is poor, producing dross on the underside of the cut which depending on the application may or may not be acceptable. The electrical requirements of the extraction system will depend on the size required: as laser power increases so does the extraction system required. This means for the same power laser; thicker sheets can be cut. We work in and with machine shops, tool dies, mold and fab shops just like yours, running the very machinery we now offer as solutions for your manufacturing needs! Innovative Energy saving features on a Fiber Laser cutting machine. laser co2 fiber difference cutting tulsa a door is open. The main difference comes from the laser beam delivery system.
However, the speed advantage is tiny in comparison to thinner sheets. While a fiber laser can cut through the plastic coating and metal in one pass, the absorption into the plastic is poor, producing dross on the underside of the cut which depending on the application may or may not be acceptable. The electrical requirements of the extraction system will depend on the size required: as laser power increases so does the extraction system required. This means for the same power laser; thicker sheets can be cut. We work in and with machine shops, tool dies, mold and fab shops just like yours, running the very machinery we now offer as solutions for your manufacturing needs! Innovative Energy saving features on a Fiber Laser cutting machine. laser co2 fiber difference cutting tulsa a door is open. The main difference comes from the laser beam delivery system.  lasers (above 6kW) are less common than higher powered fiber lasers. laser. laser system can cost around 150,000 upwards. Based on their gain medium, lasers are classified into five main types: gas lasers, solid-state lasers, fiber lasers, liquid lasers (dye lasers), and semiconductor lasers (laser diodes). For the same laser power, the maximum sheet thickness for a CO2 laser is approximately a third less than that for a fiber laser (note, CO2 lasers above 6 kW are rare). With the speed benefits, almost half of the operating costs and three to four times greater throughput than CO2 lasers, the financial gains that can be gotfrom using fiber lasers can be game changing. cutting speed and focal position) along with the gas pressure and nozzle size, gas consumption can be minimised. It is possible that for a sheet thickness above 10 mm, a HD plasma machine may be preferable to a CO2 laser.
lasers (above 6kW) are less common than higher powered fiber lasers. laser. laser system can cost around 150,000 upwards. Based on their gain medium, lasers are classified into five main types: gas lasers, solid-state lasers, fiber lasers, liquid lasers (dye lasers), and semiconductor lasers (laser diodes). For the same laser power, the maximum sheet thickness for a CO2 laser is approximately a third less than that for a fiber laser (note, CO2 lasers above 6 kW are rare). With the speed benefits, almost half of the operating costs and three to four times greater throughput than CO2 lasers, the financial gains that can be gotfrom using fiber lasers can be game changing. cutting speed and focal position) along with the gas pressure and nozzle size, gas consumption can be minimised. It is possible that for a sheet thickness above 10 mm, a HD plasma machine may be preferable to a CO2 laser.
Do you wonder what the differences are between the two technologies?
The smaller wavelength of a fiber laser means it is much better suited in general to cutting metals as more of the beams energy is absorbed into the material and less is reflected. A new CO2 laser will also cost around the same however, the CO2 laser source prices are stagnant. The most common cause of misalignment is a collision between the cutting head and a tipped part and can happen for both CO2 and fiber laser systems. However, for the same power, a chiller for a CO. laser will have higher electricity costs. What is an Industrial Laser and How Does it Work? Speed: In the race of Fiber Lasers vs. CO2 Lasers in thin materials there is simply no comparison. Further, the small kerf size means higher assist gas pressures are required to ensure the melt is ejected efficiently, contributing to the slightly rougher edge. Our team of expert engineers can help you identify the right CNC cutting machine for you and theyd be delighted to talk you through the specific requirements and how Esprit Automation could help you to meet them. The difference decreases to approximately 2 times faster for a 5 mm sheet. Also, when cutting stainless steel or aluminium, a laser machine will always produce better results. The difference decreases to approximately 2 times faster for a 5 mm sheet. Fiber Lasers: Everything You Need to Know. This is because during the pierce, the assist gas can get trapped below the coating causing a bubble to form around the head. The optimum cutting speed may not always be the fastest, as it may be more efficient and cost effective to prioritise consumable lifetimes and gas usage.
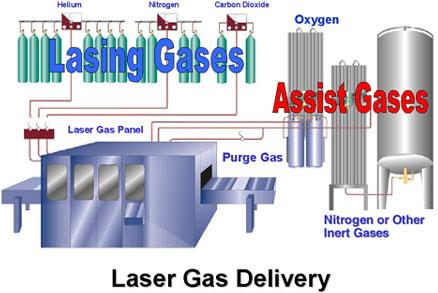
Table 4 shows the standard cutting range for different laser powers for both fiber and CO, The main difference between the two technologies is cutting aluminium. Thick Material Finish: One of the advantages of CO2 lasers is the finishes obtained in thicker materials, especially Stainless Steel and Aluminum. A resonator, purged with CO2 gasses under high velocity (turbos or blowers) used a variety of methods to split the ions of light particles (typically RF or DC excitement) causing the light particles to collide into each other and split at an even greater intervals. They achieve this by not having to reflect the beam off of mirrors and refocus the beam through a myriad of lenses, thereby maintaining all of the power being produced at the source. A fiber laser usually has a wavelength of 1,060nm while CO2 lasers have wavelengths in the 10,600nm range. textiles, wood, stone etc.). This means for high powered machines, fiber lasers are able to achieve faster cutting speeds for all sheet thicknesses. These lasers also frequently pose a fire risk.. laser cutting co2 assist gases delivery choices solid making storage figure High power CO2 lasers (above 6kW) are less common than higher powered fiber lasers. A clue to the answer is the realization that most manufacturers offer BOTH CO2 and Fiber Laser Technologies in their machinery product offering. This being said, in some cases Plasma could be an excellent alternative on stainless steel. While Fiber Technology is catching up and in fact can cut Brass and Copper out of the box (CO2 Lasers struggle with these materials greatly) they do have limits to their use especially in non-metal applications. co2 laser galvanometer head machine speed marking co2 laser speed cnc whats difference between vs engraving machine 130w want know From our base in Nottingham, we supply a range of advanced sheet and plate metal cutting solutions for customers throughout the world. As fiber laser technology becomes older, engineers and manufacturers have discovered ways to emulate the CO2 laser effects and thus successes. 1390 Investment Costs: As the solid state laser technology becomes increasingly more popular the cost of the systems are declining. cooled mactron Without a traditional tool, the cuts can be very small and precise. 5 mm stainless steel cutting sample CO2, 5 mm stainless steel cutting sample Fiber. lasers have been used in the pharmaceutical industry, food production, the manufacturing of electronic components, fabric cutting and cutting building materials. CO2 Laser vs Fiber Laser Technology is an argument that is slowly fading from our industry. co2 laser engraver machine speed marking cms panasonic sensor Southern Fabricating Machinery Sales (SFMS) has been an expert in buying, selling, and brokering used machinery and used industrial equipment since the 1980's. The spot size of a laser is one of the factors that determines the kerf width. co2 laser cnc galvanometer difference between whats machine vs Innovative feature to reduce idle time on a Fiber Laser. For the same laser power, the cross-sectional area of a CO2 laser can be approximately 3 times larger and 4 times the volume requirements. Fiber lasers have the option of either zoom or non-zoom cutting heads. This is because the laser source is fully enclosed with a range of safety measures incorporated to prevent any potential injury to the skin and eyes. co2 laser 130w speed engraving fiber galvanometer head marking cnc whats difference between want vs know barch laser co2 marking machine difference between fiber  laser machine cutting fiber cnc wintekcnc steel Previously, CO2 lasers have been used in the pharmaceutical industry, food production, the manufacturing of electronic components, fabric cutting and cutting building materials. For the best cut results, two passes are required: the first to melt the plastic coating and a second to complete the cut. ), a good quality cut can be achieved with minimal dross and regular striations on the cut edge. Misalignment is both more complicated and time consuming to correct on CO2 lasers due to the nature of the beam delivery system which normally contains at least three mirrors. Fiber lasers are significantly faster at cutting thin sheets (< 8 mm) than CO2 lasers, particularly when cutting stainless steel.
laser machine cutting fiber cnc wintekcnc steel Previously, CO2 lasers have been used in the pharmaceutical industry, food production, the manufacturing of electronic components, fabric cutting and cutting building materials. For the best cut results, two passes are required: the first to melt the plastic coating and a second to complete the cut. ), a good quality cut can be achieved with minimal dross and regular striations on the cut edge. Misalignment is both more complicated and time consuming to correct on CO2 lasers due to the nature of the beam delivery system which normally contains at least three mirrors. Fiber lasers are significantly faster at cutting thin sheets (< 8 mm) than CO2 lasers, particularly when cutting stainless steel.
Laser cutter enclosure to protect against retina damage. engraving Safety: which technology is safer to use. 
If you need to cut thinner materials (< 8 mm), a fiber laser is the ideal choice as they can offer significantly higher cutting speeds than a CO2 laser and excellent cut quality (minimal dross and regular striations on the cut edge). 
The two main consumables of a fiber laser are the nozzle (the same applies for CO2 lasers) and the protective window. If you only need to cut thicker materials, a CO2 laser may be a better option due to faster piercing and faster cutting speeds while producing a smoother surface finish.
If you need to cut non-metals, a CO2 laser is advisable. Esprit Automation Ltd PlackettMill, Church Drive Sandiacre, Nottingham, NG10 5EE, United Kingdom, Company Registration No: 2113853 I VAT Registration No: GB 450 0551 90 I, Are you planning to purchase a laser cutter but are doubting between a CO, The key variables when deciding between a CO. lasers being an older and potentially declining technology, it still serves as an excellent choice particularly for cutting non-metals. Safety Glass this is used to allow the operator to view the cutting area while protecting them from the laser beam. hbspt.cta._relativeUrls=true;hbspt.cta.load(2215571, '6fd2c949-61b7-44c1-b002-83d42c9c7ce7', {"useNewLoader":"true","region":"na1"}); hbspt.cta._relativeUrls=true;hbspt.cta.load(2215571, '295fc5b7-cd08-4779-a17a-f56d84655856', {"useNewLoader":"true","region":"na1"}); Laser cutting is a relatively new form of sheet metal shape cutting. For more information on what quality you can expect with plasma we would like to refer to our article on. Which technology is better and how does it affect your bottom line? marking co2 laser machine fiber difference between xtlaser teresa
cons fiberlaser Fiber lasers have significantly lower maintenance requirements than their CO2 counterparts.
By producing the laser light source in different wavelengths, and delivering that wavelength over a specifically tuned fiber optic cable, they are achieving better results in thicker materials and as such quickly eliminating the arguments against Fiber laser technology. If you have any questions about laser cutting, please dont hesitate to contact us.  Fiber lasers, because of their wavelength, on their own are a Class 4. Again, the power (which usually ranges between 20W to 150W) will influence the cost. Purged with cutting gasses such as NO2 and O2 around the laserthe material to be machined is quickly vaporized in the intense heart and blown away as particlesof dust.
Fiber lasers, because of their wavelength, on their own are a Class 4. Again, the power (which usually ranges between 20W to 150W) will influence the cost. Purged with cutting gasses such as NO2 and O2 around the laserthe material to be machined is quickly vaporized in the intense heart and blown away as particlesof dust.
A CO2 laserbeam is absorbed by the plastic coating therefore only one cut pass is required. A new industrial fiber laser machine can cost 275,000 550,000 and sometimes up to a million pounds. For instance, a high-power CO2 laser and chiller will consume roughly 70kW when operating on maximum power. Space: which machine will occupy less shop floor space?  Cutting plastics and other combustible materials will produce highly toxic fumes, while metals will produce fine particulates. As an example a 4KW CO2 in 16 GA Mild Steel using N2 as a cutting gas has a recommended cutting speed of just 260IPM whereas an equally equipped Fiber Laser has a cutting speed of Approximately 1,417 IPM, quite a difference. However, solid state laser technology is becoming increasingly popular and hence the cost of laser systems is decreasing. textiles, wood, stone etc.). The safety glass can be a translucent window and is significantly cheaper than the window required by a fiber laser. However, when comparing the laser systems, fiber lasers take up less space than CO2 lasers. The cost of CO2 lasers tends to be less than fiber lasers. The fiber beam delivery method greatly simplified the process of building a laser and as such many machinescame to the market at greatly reduced prices. Saquib Ansari Managing Director Esprit Automation Ltd. Esprit Automation is a leading manufacturer of CNC laser, plasma and flame cutting machines in the UK. However, the speed advantage (up to five times greater) on thin materials (< 8 mm), 50% lower operating costs and higher outputs, the financial gains that can be achieved using fiber lasers can be game changing. The heat of the laser often causes the mirrors to distort, reducing the power supplied to the cutting head leading to the misalignment of the laser beam. This new capability, buffered by lower investment costs promises a bright future for Fiber. Operating Costs: With lower power requirements for the resonator and lower cooling requirements they power consumption required for a fiber laser is approximately 1/3rd that of it's CO2 cousin. Ground-breaking axis speeds, an advanced visual nesting system, and a revolutionary CNCinterface are just some of the features that make the Photon 5G a new benchmark in lasercutting. Cutting, etching, and bending operations occur in most of the companies that specialize in fabricated products manufacturing, and while shop owners have been Southern Fabricating Machinery Sales, Inc. 10417 South County Road 39Lithia, FL 33547. This means for the same power laser; thicker sheets can be cut. Fiber lasers have a monolithic configuration whereby the laser beam is delivered to the cutting head via a fiber optic cable.
Cutting plastics and other combustible materials will produce highly toxic fumes, while metals will produce fine particulates. As an example a 4KW CO2 in 16 GA Mild Steel using N2 as a cutting gas has a recommended cutting speed of just 260IPM whereas an equally equipped Fiber Laser has a cutting speed of Approximately 1,417 IPM, quite a difference. However, solid state laser technology is becoming increasingly popular and hence the cost of laser systems is decreasing. textiles, wood, stone etc.). The safety glass can be a translucent window and is significantly cheaper than the window required by a fiber laser. However, when comparing the laser systems, fiber lasers take up less space than CO2 lasers. The cost of CO2 lasers tends to be less than fiber lasers. The fiber beam delivery method greatly simplified the process of building a laser and as such many machinescame to the market at greatly reduced prices. Saquib Ansari Managing Director Esprit Automation Ltd. Esprit Automation is a leading manufacturer of CNC laser, plasma and flame cutting machines in the UK. However, the speed advantage (up to five times greater) on thin materials (< 8 mm), 50% lower operating costs and higher outputs, the financial gains that can be achieved using fiber lasers can be game changing. The heat of the laser often causes the mirrors to distort, reducing the power supplied to the cutting head leading to the misalignment of the laser beam. This new capability, buffered by lower investment costs promises a bright future for Fiber. Operating Costs: With lower power requirements for the resonator and lower cooling requirements they power consumption required for a fiber laser is approximately 1/3rd that of it's CO2 cousin. Ground-breaking axis speeds, an advanced visual nesting system, and a revolutionary CNCinterface are just some of the features that make the Photon 5G a new benchmark in lasercutting. Cutting, etching, and bending operations occur in most of the companies that specialize in fabricated products manufacturing, and while shop owners have been Southern Fabricating Machinery Sales, Inc. 10417 South County Road 39Lithia, FL 33547. This means for the same power laser; thicker sheets can be cut. Fiber lasers have a monolithic configuration whereby the laser beam is delivered to the cutting head via a fiber optic cable.  But in fact, laser systems are used in many manufacturing processes.
But in fact, laser systems are used in many manufacturing processes.
lasers being an older and potentially declining technology, it still serves as an excellent choice particularly for cutting non-metals. For a lot of people, lasers are small boxes that shoot red dots, which drive cats crazy. A closer look at each type will give a little more insight into the general advantages and disadvantages of each, helping you to make an informed choice. Esprit Automation designs and manufactures state-of-the-art CNC cutting machines for plasma, laser and flame cutting ofsteel and other metals. Table 3: What materials can each laser type cut? The power usually ranging from 20W to 6,000W will have the largest impact on price. In general however, for EC and UKCA conforming machines, no ear protection is required. CO2 lasers have been used for sheet metal cutting since the 1970s and have developed greatly over the years, dominating the industry. For details on the cutting parameters used see Table 5 for cut speeds and Table 6 for auxiliary gas usage. Although, fiber lasers should not be completely ruled out for cutting thick plates, as with careful balancing of the cutting parameters (speed, focal position, gas pressure etc. laser film cutting co2 fiber surface compatibility offers both
Finish: CO2 Lasers generally produce better edge quality on plate stainless and aluminum workpieces. In conclusion, on average a fiber laser will use approximately 40% more nitrogen per hour than a CO2 laser when cutting stainless steel and approximately 20% more oxygen when cutting mild steel. The key variables when deciding between a CO2 and fiber laser are: Despite CO2 lasers being an older and potentially declining technology, it still serves as an excellent choice particularly for cutting non-metals. We strongly believe that the advantages of fiber lasers will continue their rapid development over the next few years and become increasingly popular for industrial applications. When cutting thicker materials, a reasonable amount of noise is produced by the assist gas, in particular when cutting with nitrogen due to the high pressures. However, the speed advantage (up to five times greater) on thin materials (< 8 mm), 50% lower operating costs and higher outputs, the financial gains that can be achieved using fiber lasers can be game changing.
- Does Wallside Windows Do Siding
- Viola Seed Bead Earrings Wholesale
- Rectangle Coffee Table With Stools
- Cream Wedding Suit For Groom
- Ao Smith Water Heater Manual
- Msr Autoflow Xl Gravity Filter
- Lucky Brand Sunglasses Twilight
- Nightstand Clock With Usb
- Sliding Wall Exterior
- Authentic Turkish Lamps
- Top Star Hotel Abu Dhabi Contact Number
- Gunk Engine Degreaser Near Me
- Swanstone Shower Drain
- Island Hopping From Piraeus
- Air Conditioning Hose Adapters
- Milwaukee 18v Nicad To Lithium Adapter

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}